时间: 2019-11-08 15:19:33来源: 无锡通亚数控装备有限公司
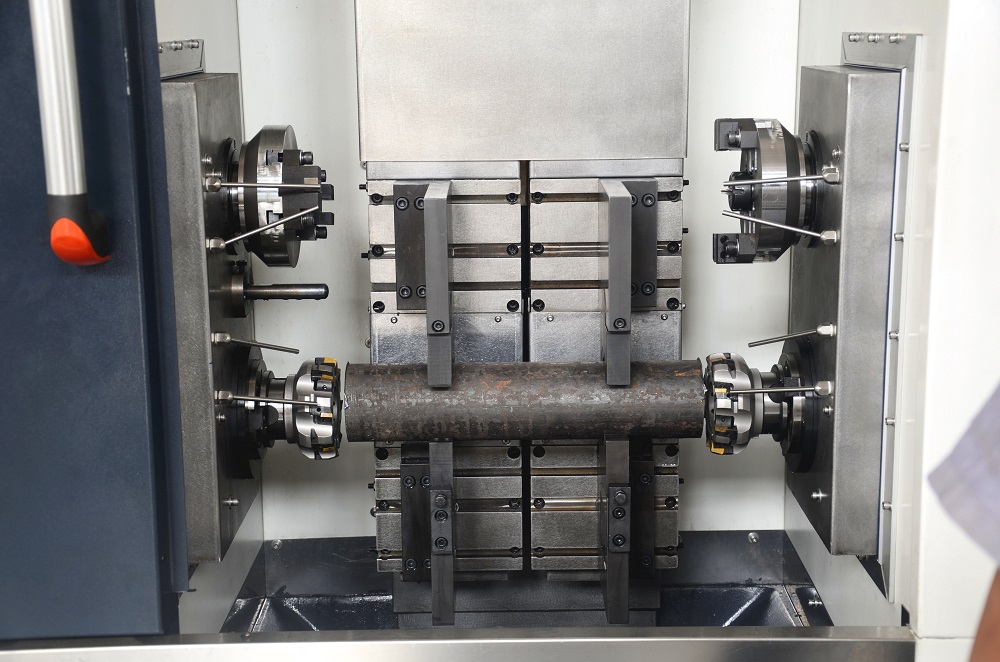
数控铣端面打中心孔机床操作规范
1 操作者必须熟悉机床的性能、结构、传动原理及控制程序,经上岗培训取得操作证后方能上机操作。
2 操作步骤:
2.1 开机前,先查看交记录并检查下列各项,确保无误后方可接通电源。
2.1.1 操作面板上各开关、按钮应处于非工作位置上。
2.1.2 检查液压、润滑、冷却油箱油位,及时注油到达油标油位。
2.2 将工件放在上料架上,上料架上要放满工件。
2.3 开机
2.4 合上电箱上的总电源开关,接通电源。
2.5 松开急停开关,将操作方式调到手动方式,将操作方式旋钮调到回零方式,将轴选择旋钮调到“X”轴,回零,将轴选择旋钮调到“Y”轴,回零,将操作方式调到自动方式,按循环启动按钮开始工作。
2.5.1 按润滑图表检查刀架、尾架、导轨等部位的润滑,油路应畅通,各滑动面上有足够的润滑油。
2.5.2 加工时注意工件在料架上必须连续摆放,不铣打机如何选择能漏装,否则机床会停机。
2.5.3 下料架上的工件必须及时取走。
2.5.4 加工时要时刻注意冷却液是否足够,如有需要及时添加。
2.5.5 检查机床整体应无跑、冒、滴、漏等现象。
2.5.6 检查刀具应完好,装夹应正确。
2.5.7 检查所需使用的工、卡、量具应齐全、完好,需加工的坯件应符合工艺要求,需加工的零件图纸及相关技术文件应有效。
2.6 填写点检卡的有关内容。
2.7 每班加工出的首件必须经自检和专检,确认合格后才能批量投产。
2.8 在加工过程中,需对下列各项认真观察2.8.1注意观察机床各部位应无异常的响声、气味、振动、发热、松动等现象。
关键词:铣端面打中心孔机床
文章来源:http://www.tongyacnc.com/article/show_31.html
上一页:选择铣打机厂家时需要注意的问题
下一页:影响刀具磨损的因素及刀具耐用度
联系人:唐经理
手机:18168898479
电话:0510-83308812
传真:0510-83308859
地址:宜兴市官林镇戈潘路韶庄102号
Powered by 无锡通亚数控装备有限公司 版权所有 © 2008-2016, All right reserved 备案号:苏ICP备14011074号-2 技术支持:无锡鼎尚 ![]() 苏公网安备32028202231757
苏公网安备32028202231757

